Wire feed systems for GMAW-welding machines were initially developed to transport steel wires, as well as most other design criteria have been derived from steel welding. Steel wires generally have a good gliding characteristic and a high stiffness. Both is not true for Aluminium. This is particularly difficult for the wire-feeding of AlSi and Pure Aluminium. In no case Aluminium wires must be pulled through a liner, because this leads to a self amplifying braking effect.
While it is hardly necessary to pull the wire through a liner when using 7 kg (B 300 or S 300) spools this is quite often the case with bulk wire systems. In order to overcome this problem push-push wire-feed systems have been developed within the last 5 years. With such systems either the spool itself is driven and the wire is directly put into the wire-feeder or the wire is directly pulled out from a drum. Both is done with an extremely short and straight liner. The wire-feeder which comes right after the wire container pushes the wire into the liner. A second wire-feeder is situated immediately before the welding torch and controls the wire-feed-speed needed for the welding process. This one feeds the wire through the last few Centimetres until the contact tip.
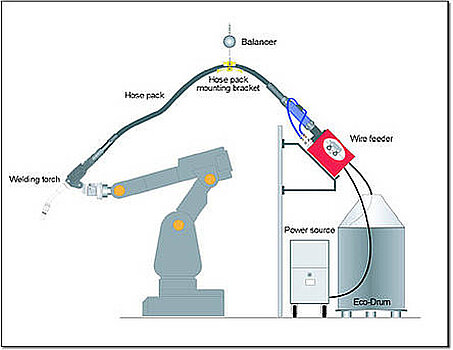
For the uncoiling of B-400 40 kg spools special uncoiling systems are required, while this is not necessary with our Eco- and Jumbo-drums. An as-short-as-possible connection of the drum to the wire-feeder is essential (see picture). For longer connections between the bulk pack and the wire feeder we recommend our Rolliner. We gladly offer our advice.