




At high scale production in the automotive industry laser beam brazing is used in addition to MIG brazing.
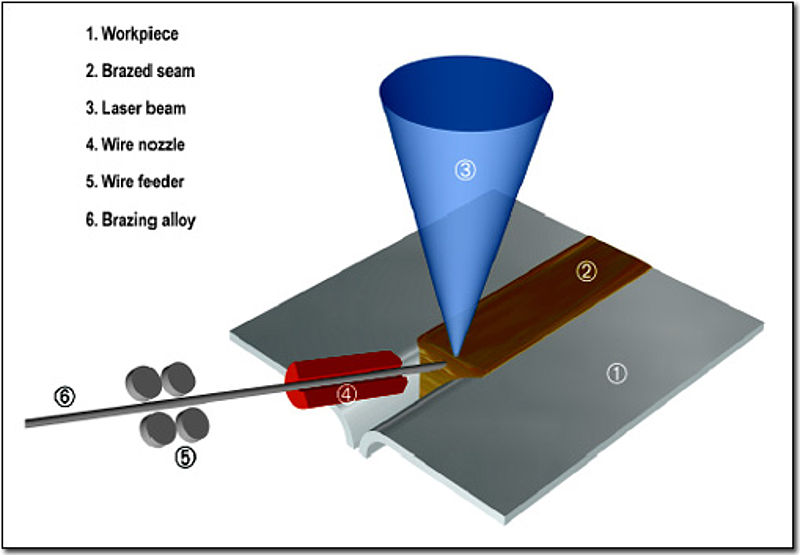
The laser being the source of heat melts the filler wire and similar to the arc a brazing result is obtained.
Suitable joint designs are also flanged-butt and fillets. The process provides very high travel speeds of up to several meters/minute at a very low heat input. Distortion is rather low. In the automotive industry socalled "Grade A" joints can be made which do not need any finish after brazing and are used in visible areas of the car body.
For a further increase of the process speed it can be extended to laser hotwire brazing by an additional current on the filler wire.